Pumps
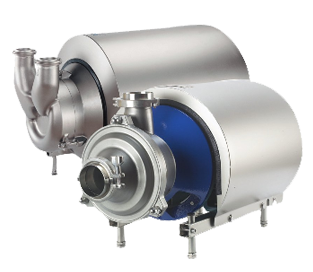
GM Pump
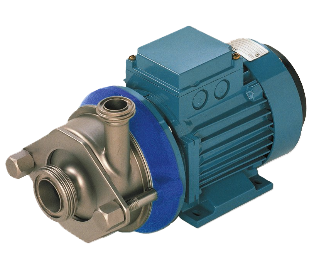 The GM centrifugal pump is specifically designed for food, chemical and pharmaceutical industries where acid resistant steel required for the products being pumped.
The GM centrifugal pump is specifically designed for food, chemical and pharmaceutical industries where acid resistant steel required for the products being pumped.
GM Pump
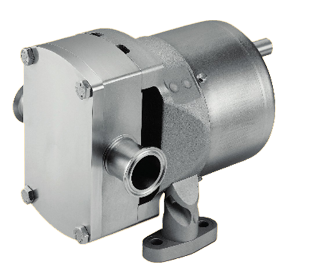
FMO-OS Pump
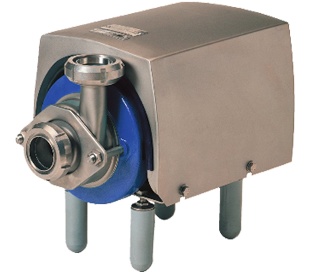 The FM centrifugal pump range is economical alternatives for industries in which acid-resistant steel is required. Specifically designed to handle specific application at low capacities, these centrifugal pumps are solid and cost effective.
The FM centrifugal pump range is economical alternatives for industries in which acid-resistant steel is required. Specifically designed to handle specific application at low capacities, these centrifugal pumps are solid and cost effective.
FMO
Solid C Centrifugal Pump
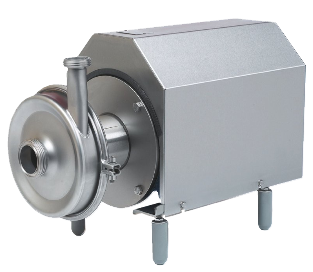 The SolidC pump series is a reliable and cost-effective solution for simple transport duties up to 85m³/h. It utilizes the same mechanical shaft seal found in our LKH series, which is front loaded and easily replaced without removing the back plate. SolidC pumps are available in 4 sizes and comply with the 3-A, CE and EHEDG requirements.
The SolidC pump series is a reliable and cost-effective solution for simple transport duties up to 85m³/h. It utilizes the same mechanical shaft seal found in our LKH series, which is front loaded and easily replaced without removing the back plate. SolidC pumps are available in 4 sizes and comply with the 3-A, CE and EHEDG requirements.
Solid C Centrifugal Pump
LKH Centrifugal Pump
 The LKH is a highly efficient and economical centrifugal pump range, which meets the requirements of sanitary processes for gentle product treatment, hygiene and chemical resistance. Its front loaded design makes quick, effective maintenance possible, thereby contributing to more production time and low cost of ownership. Available in 13 sizes, the LKH features efficient drives which make it possible to optimize performance for the selected duties as well as comply with 3-A, CE and EHEDG requirements.
The LKH is a highly efficient and economical centrifugal pump range, which meets the requirements of sanitary processes for gentle product treatment, hygiene and chemical resistance. Its front loaded design makes quick, effective maintenance possible, thereby contributing to more production time and low cost of ownership. Available in 13 sizes, the LKH features efficient drives which make it possible to optimize performance for the selected duties as well as comply with 3-A, CE and EHEDG requirements.
LKH Centrifugal Pump
LKH Multistage Pump
 Designed to 3-A standards and available in 2,3 and 4 stage models, the LKH Multistage pumps saves space and energy by replacing up to 3 booster pumps in a line. Used mostly in high pressure application with low capacity, they withstand system pressures up to 40 bars and deliver boost pressure up to 19 bars. This makes them suitable for many types of filtration processes but not limited to.
Designed to 3-A standards and available in 2,3 and 4 stage models, the LKH Multistage pumps saves space and energy by replacing up to 3 booster pumps in a line. Used mostly in high pressure application with low capacity, they withstand system pressures up to 40 bars and deliver boost pressure up to 19 bars. This makes them suitable for many types of filtration processes but not limited to.
LKH Multistage Pump
LKHSP Self Priming Pump
 LKHSP pumps are self-priming, which means they can be used to pump products containing air or gas. This makes them ideal as return pumps in the CIP process as well as for emptying tanks.
LKHSP pumps are self-priming, which means they can be used to pump products containing air or gas. This makes them ideal as return pumps in the CIP process as well as for emptying tanks.
LKHSP Self Priming Pump
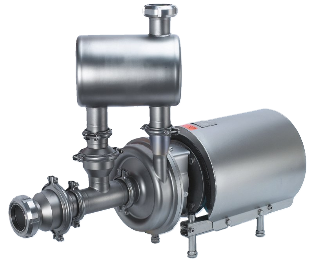
MR Liquid Ring Pump
 The MR Liquid Ring pump series is a cost-effective solution for products containing air or gas. These pumps are specifically designed for the food, chemical and pharmaceutical industries, where they are often used as CIP return pumps. MR Liquid ring pumps are available in 4 sizes with duties up to 84m³/hr. to fully optimize your process requirements.
The MR Liquid Ring pump series is a cost-effective solution for products containing air or gas. These pumps are specifically designed for the food, chemical and pharmaceutical industries, where they are often used as CIP return pumps. MR Liquid ring pumps are available in 4 sizes with duties up to 84m³/hr. to fully optimize your process requirements.
MR Liquid Ring Pump
Optilobe
 The Optilobe is Alfa Laval’s standard positive pump intended for general applications. Available in an optimized range with fewer options, Optilobe pumps combine cost-effective simplicity with quality and reliability.
The Optilobe is Alfa Laval’s standard positive pump intended for general applications. Available in an optimized range with fewer options, Optilobe pumps combine cost-effective simplicity with quality and reliability.
Optilobe
SRU Rotary Lobe Pump
 The SRU is Alfa Laval’s core positive pump with extensive options, materials and ability to handle a wide range of temperatures and pressures. This makes it the ideal solution for the most demanding of applications.In addition, you can choose from tri-lobe or bi-lobe rotors depending on the application.
The SRU is Alfa Laval’s core positive pump with extensive options, materials and ability to handle a wide range of temperatures and pressures. This makes it the ideal solution for the most demanding of applications.In addition, you can choose from tri-lobe or bi-lobe rotors depending on the application.
SRU Rotary Lobe Pump
SX Rotary Lobe Pump
 The SX is Alfa Laval’s premium positive pump which is designed for use in sensitive and ultra-clean applications. With optimized pump head geometry and multi lobe rotors, SX pumps ensure low –shear operation with minimum pulsation. This makes them the best choice for maintaining the integrity of delicate products.
The SX is Alfa Laval’s premium positive pump which is designed for use in sensitive and ultra-clean applications. With optimized pump head geometry and multi lobe rotors, SX pumps ensure low –shear operation with minimum pulsation. This makes them the best choice for maintaining the integrity of delicate products.